Plieniniai strypai supjaustomi į trumpus gabalus, vadinamus ruošiniais, ir kiekvienas iš jų praleidžiamas per indukcinę kaitinimo ritę, kuri naudojant elektromagnetizmą įkaitina metalą iki maždaug 1000 laipsnių Celsijaus.
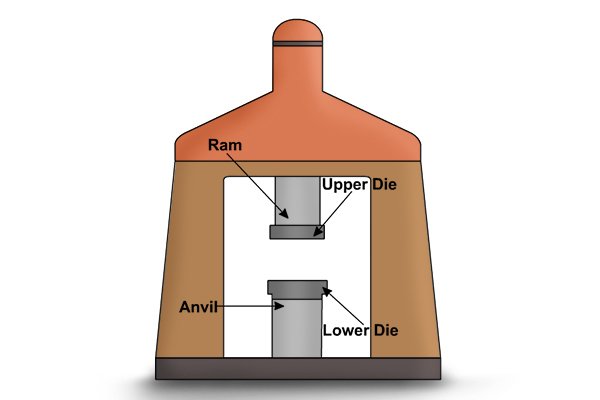
Ruošinys nuosekliai dedamas į tris štampus (taip pat žinomas kaip "formos"). Viršutinis štampas nukrenta ant ruošinio, suteikdamas jam formą. Pirmasis štampas suteikia grubią rakto formą, antrasis - baigtą formą, o trečiasis nupjauna metalo perteklių nuo suformuoto rakto.
„Pjovimo linija“ (kur susitinka dvi štampėlio pusės) nušlifuojama iki lygaus paviršiaus, o hidraulinis presas įspaudžia gamintojo pavadinimą ir gaminio informaciją ant veržliarakčio paviršiaus.
Jei veržliaraktis turi kampinę galvutę, mašina sulenkia veržliarakčio galą į norimą formą.
Jei veržliaraktis turi žiedinę arba platėjančią veržlės galvutę, vertikali frezavimo staklės galvutės centre išpjauna skylę, kuri yra paruošta formuoti ir nustatyti dydį pragręžimo stakle.
Žiediniai ir žvakiniai veržliarakčiai nėra gaminami štampuojant. Jie gaminami iš plieninių vamzdžių, kurie formuojami formavimo įrankiais, kurie vamzdžio galus įspaudžia į profilius.
Tada veržliarakčiai grūdinami, kad padidintų plieno stiprumą. Grūdinimas yra tam tikra šildymo ir vėsinimo seka, kuri kiekvienai plieno rūšiai šiek tiek skiriasi.
Plokštelės veržlių galvutės sukuriamos po sukietėjimo nupjaunant nedidelę priekinės galvutės dalį.
Veržliarakčiai pusei paros paliekami nuolat judančioje keraminių akmenų ir chemikalų vonelėje, kad būtų paruoštas įrankių paviršius dengimui.
Kai kurie veržliarakčiai galvanizuojami panardinant į vonią, kurioje yra nikelio ir chromo tirpalų. Per veržliaraktį praeinanti elektra priverčia metalo daleles prilipti prie įrankio ir ant paviršiaus susidaro labai plonas metalo sluoksnis.
Kiti yra padengti juodu oksidu panardinant į cheminį tirpalą, kuris reaguoja su pliene esančia geležimi ir susidaro magnetito danga, apsauganti plieną nuo korozijos.
Veržliarakčiai taip pat panardinami į rūdžių inhibitorių tirpalą, kad būtų užtikrinta papildoma apsauga nuo korozijos.
Jei veržliaraktį sudaro keli komponentai, jie sujungiami, dažnai rankomis. Pavyzdžiui, lanksčių veržliarakčių galvutėms pritvirtinti įrengiamos kniedės, o į reketinių veržliarakčių galvutes įkišamos plastikinės pavaros, pagamintos naudojant liejimą.
Įpurškimo formos komponentai gaminami formoje, į kurią esant slėgiui įpurškiamas išlydytas plastikas. Kai dalis yra sumontuota, ją galima nuimti ir šlifuoti, kad išlygintumėte gatavą dalį.
Visiškai izoliuoti veržliarakčiai gaminami įdedant veržliaraktį į įpurškimo formą ir įpurškiant išlydytą plastiką į įrankį supančią ertmę, kad raktas išeitų padengtas plastiku.
Galiausiai kiekvienas įrankis patikrinamas, ar jis pakankamai tvirtas ir atitinka gamintojo standartus.